
















 产品中心
产品中心 
-
联系我们
-
邮箱:1104602307@qq.com
QQ:1104602307
传真:021-66987378
地址:上海市宝山区场中路360号

类别:球阀 发布时间:2020-12-25 13:23 浏览: 次
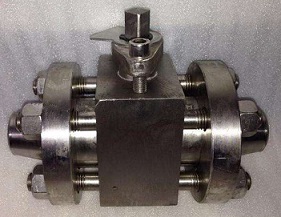
上海沪贡阀门制造有限公司从事〖Q61F焊接高压球阀〗的供应商,可提供焊接高压球阀结构图,焊接高压球阀外形尺寸图,焊接高压球阀型号,焊接高压球阀作用特点,焊接高压球阀工作原理,焊接高压球阀批发厂家,焊接高压球阀执行标准,欢迎新老客户来电,来函,我们将为您提供贴心的服务。以下就是关于Q61F焊接高压球阀说明书的详细概述:
焊接高压球阀的参数说明:
公称通径:DN10-DN100
公称压力:16Mpa,32Mpa
适用温度:-20~350℃
适用介质:水、油、蒸汽
阀体材质:锻A105,锻不锈钢
连接方式:焊接
传动方式:手动
设计标准:GB12237、API 6D
连接标准:JB/T79、GB9112-9131 ANSI B 16.25
检测标准:API598 E101
焊接高压球阀的结构:
①阀门中腔停滞的压力异常超过弹簧的预紧力时,阀座后退脱离球体,达到自动泄压的效果,卸压后阀座自动复位;
②当万一发生火灾或由于异常升温使阀座密封圈烧损或软化时,在弹簧和介质压力作用下,使支撑圈球面部位和球体形成金属对金属接触,达到暂时密封作用,阻止了火灾进一步扩大,符合API6FA的规定;
③填料压盖部位密封采用PTFR填料和0形密封圈双重密封圈,特别适用于气体介质,填料装在填料盘内,可随时采用摩擦系统低的新型SF型自润滑滑动轴衬,减低操作力矩。
焊接高压球阀的适用范围:
用于石油,天然气的长距离管线输送和城市煤气管道系统;适用于Class 150~600Lb,工作温度<150℃的长输管线和一般工业管线,其安全、耐恶劣环境性等的设计均已进行特殊考虑,适用于水、油品、蒸汽等介质。
焊接高压球阀启闭件(球体)由阀杆带动,并绕球阀轴线作旋转运动的阀门。亦可用于流体的调节与控制,其中硬密封V型球阀其V型球芯与堆焊硬质合金的金属阀座之间具有很强的剪切力,特别适用于含纤维、微小固体颗料等的介质。而多通球阀在管道上不仅可灵活控制介质的合流、分流、及流向的切换,同时也可关闭任一通道而使另外两个通道相连。本类阀门在管道中一般应当水平安装。球阀按照驱动方式分为:气动球阀,电动球阀,手动球阀。
|
焊接高压球阀特点 一、耐磨;由于硬密封球阀的阀芯是合金钢喷焊,密封圈是合金钢堆焊,所以硬密封球阀在开关时不会产生太大的磨损。(它的硬度系数为65-70): 二、密封性能好;由于硬密封球阀的密封是采用人工研磨,直到阀芯与密封圈完全吻合才能使用。所以他的密封性能是可靠的。 三、开关轻;由于硬密封球阀的密封圈底部采用弹簧使密封圈与阀芯紧紧抱在一起,所以在外界力量超过弹簧的预紧力时开关非常轻。 四、使用寿命长:已广泛应用于石油、化工、发电、造纸、原子能、航空、火箭等各部门,以及人们日常生活中。 |
|
焊接高压球阀如何安装使用 1.室内装置或有防护方式户外应用; 2.户外露天装置,有风、砂、雨露、阳光等侵蚀; 3.具有易燃、易爆气体或粉尘环境; 4.湿热带、干热带地区环境; 5.管道介质温度高达450℃以上; 6.环境温度低于-20℃以下; 7.易遭水淹或浸水中; 8.具有放射性物质(核电站及放射性物质试验装置)环境; 9.舰船上或船坞码头(有盐雾、霉菌、潮湿)的环境; 10.具有剧烈振动的场合;易于发生火灾的场合; |
|
焊接高压球阀如何操作使用 1)操作前须确认管路和阀已被冲洗过。 2)阀的操作按执行机构输入信号大小带动阀杆旋转完成:正向旋转1/4圈(90°)时,阀关断。反向旋转1/4圈(90°)时,阀开启。 3)当执行机构方向指示箭头与管线平行时,阀门为开启状态;指示箭头与管线垂直时,阀门为关闭状态。 |
|
焊接高压球阀日常保养的操作流程 拥有较长的使用寿命和免维修期,将依赖以下几个因素:正常的工作条件、保持和谐的温度/压力比,以及合理的腐蚀数据 球阀在关闭状态下,阀体内部依旧存在受压流体 维修前:解除管线压力并使阀门处于打开位置;断开电源或气源;将执行机构与支架脱离 必须先查明球阀上、下游管道确已卸除压力后,才能进行拆卸分解操作 分解及再装配时必须小心防止损伤零件的密封面,特别是非金属零件,取出O 型圈时宜使用专用工具 装配时法兰上的螺栓必须对称、逐步、均匀地拧紧 清洗剂应与球阀中的橡胶件、塑料件、金属件及工作介质(例如燃气)等均相容。工作介质为燃气时,可用汽油(GB484-89)清洗金属零件。非金属零件用纯净水或酒精清洗 非金属零件清洗后应立即从清洗剂中取出,不得长时间浸泡 清洗后需待被洗壁面清洗剂挥发后(可用未浸清洗剂的绸布擦)进行装配,但不得长时间搁置,否则会生锈、被灰尘污染 新零件在装配前也需清洗干净 装配时应不允许有金属碎屑、纤维、油脂(规定使用的除外)灰尘及其它杂质、异物等污染、粘附或停留在零件表面上或进入内腔,若填料处有微泄发生,须再锁紧阀杆螺母。 A)、拆卸 注意:不要锁太紧,通常再锁1/4圈~1圈,泄露即会停止。 使阀处于半开位置,冲洗、清除阀体内外可能存在的危险物质。 关闭球阀,拆掉两边法兰上的连接螺栓和螺母,然后将阀由管线上完全移除。 依序拆卸驱动装置-执行机构、连接支架、防松垫圈、阀杆螺母、蝶形弹片、格南、耐磨片、阀杆填料。 拆卸体盖连接螺栓和螺母,将阀盖与阀体分离,并拿掉阀盖垫圈。 确认阀球在“关断”位置,这可以将其较容易的从阀体拿出,随后取出阀座。 由阀体中孔向下轻推阀杆直到完全取出,然后取出O型圈及阀杆下填料。 B)、重新组装 注意:请谨慎操作,以避免擦伤阀杆表面及阀体填料函密封部位。 清洗和检查拆下零件,强烈推荐用备用零件包更换其阀座及阀盖垫圈等密封件。 按拆卸的相反顺序进行组装。 用规定的扭矩,交叉锁紧法兰连接螺栓。 用规定的扭矩,锁紧阀杆螺母。 安装执行机构后,输入相应的信号通过旋转阀杆带动阀芯旋转,使阀门至打开和关闭位置。 如有可能,请在回装管道前,按相关标准对阀进行压力密封测试和性能测试。 |
|
焊接高压球阀保养当中有哪些注意事项 (1)必须先查明球阀上、下游管道确已卸除压力后,才能进行拆卸分解操作。 (2)非金属零件清洗后应立即从清洗剂中取出,不得长时间浸泡。 (3)装配时法兰上的螺栓必须对称、逐步、均匀地拧紧。 (4)清洗剂应与球阀中的橡胶件、塑料件、金属件及工作介质(例如燃气)等均相容。工作介质为燃气时,可用汽油(GB484-89)清洗金属零件。非金属零件用纯净水或酒精清洗。 (5)分解下来的每单个球阀零件可以用浸洗方式清洗。尚留有未分解下来的非金属件的金属件可采用干净的细洁的浸渍有清洗剂的绸布(为避免纤维脱落粘附在零件上)擦洗。清洗时须去除一切粘附在壁面上的油脂、污垢、积胶、灰尘等。 (6)球阀分解及再装配时必须小心防止损伤零件的密封面,特别是非金属零件,取出O型圈时宜使用专用工具。 (7)清洗后需待被洗壁面清洗剂挥发后(可用未浸清洗剂的绸布擦)进行装配,但不得长时间搁置,否则会生锈、被灰尘污染。 (8)新零件在装配前也需清洗干净。 (9)使用润滑脂润滑。润滑脂应与球阀金属材料、橡胶件、塑料件及工作介质均相容。工作介质为燃气时,可用例如特221润滑脂。在密封件安装槽的表面上涂一薄层润滑脂,在橡胶密封件上涂一薄层润滑脂,阀杆的密封面及摩擦面上涂一薄层润滑脂。 (10)装配时应不允许有金属碎屑、纤维、油脂(规定使用的除外)灰尘及其它杂质、异物等污染、粘附或停留在零件表面上或进入内腔。 |





